Atmospheric Plasma Spray
The thermal spray facility is home to two separate deposition systems: a Thermion Twin Wire Arc Spray (TWAS) system and a Praxair Air Plasma Spray (APS) system. These two systems permit deposition of coatings with thicknesses in the range of 30 micrometers to many millimeters in dimension at temperatures ranging from ambient to 1200°C. The majority of research in the facility is conducted on the APS system. The system features digital closed loop controls of spray process parameters, and can feed numerous materials while heating or cooling the target part.
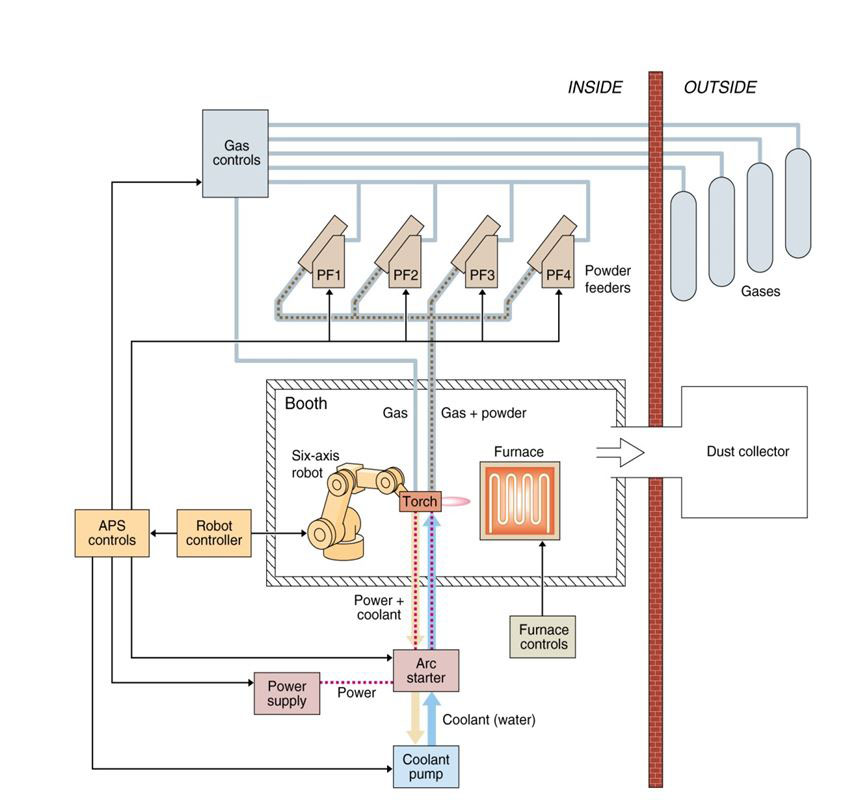
Figure 1. Four powder feeds, 100kW Praxair touch, Ar/H2 plasma . Plasma enthalpy (particle heating rate) controlled by plasma power, gas mixture composition and flow rate.
This flexibility allows deposition of polymers, metals, ceramics, and hybrid layers onto a variety of substrates with the capability of achieving varied stress states. Figure 2 shows the deposition of a rare earth silicate on a SiC substrate. Figure 3 shows four coated substrates being removed from the furnace used to preheat the substrates.
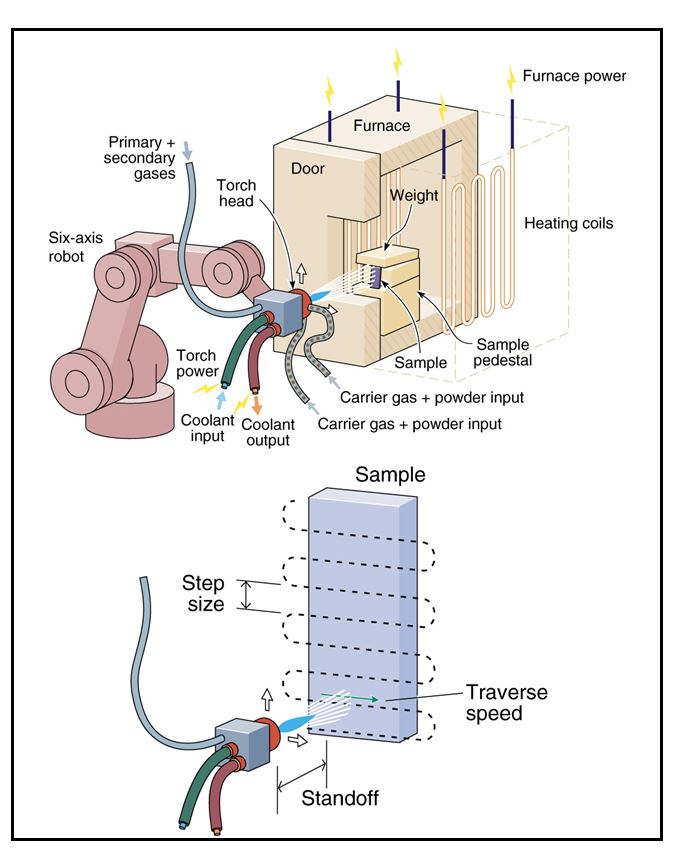
Figure 2. Earth silicates and mullite deposted at 1200°C.
Four separate powder feeders lend great flexibility to the combinations of coatings that can be deposited, and minimize powder cross-contamination in the system, Figure 4.
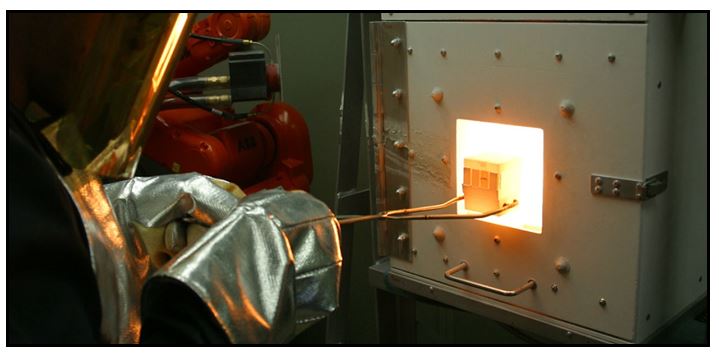
Figure 3. Four rare earth coated SiC samples being removed from the depostion furnace.

Figure 4. Four source powder feeders.
The configuration also provides the possibility of grading coatings from separate powder sources. System operating gases used by the plasma torch, Figure 5, includes argon, hydrogen, helium and nitrogen, allowing us to deposit materials in an extremely wide variety of conditions. The SG-100 plasma spray torch is mounted on a 6-axis robot that allows deposition onto a wide variety of complex shaped parts and enables the implementation of complex multistep coating routines.
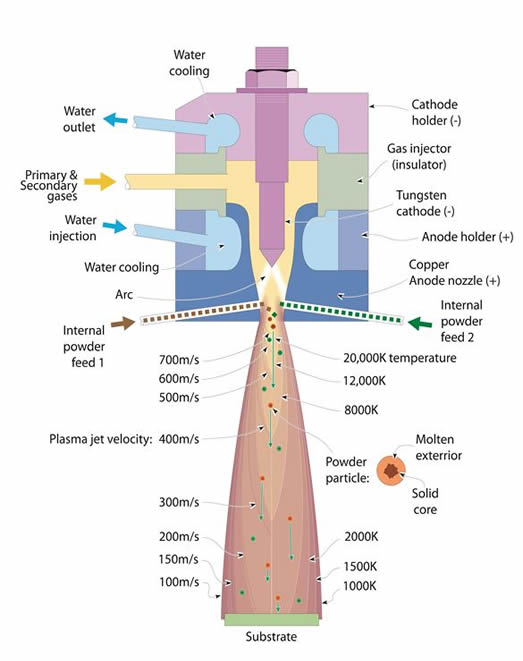
Figure 5. APS torch with interal powder injection
Grit blasting and ultrasonic cleaning equipment facilitate substrate preparation in the lab eliminating the need for sample transport, and the deposition cell contains a number of fixtures for specimens as well as part heating and cooling capabilities. In particular, the cell holds a large 1500°C capable box furnace designed to run with the furnace door open so that APS deposition can be performed at high temperatures. The furnace is capable of running a variety of atmospheres including mixtures of Ar, H2, He, N2, and refrigerated dried compressed air. The flexibility and cost efficiency of the system makes it a good choice for deposition of all varieties of protective coating.
TEST CARD
-
TEST Card Title